







| 电极行程 | 111 |
|---|---|
| 电流 | 直流 |
| 额定频率 | 21 |
| 工作形式 | 点焊 |
| 频段 | 中频 |
| 驱动形式 | 气动 |
| 用途 | 焊接 |
| 最大短路电流 | 222 |
| 作用对象 | 金属 |
| 作用原理 | 逆变 |
| 焊接直径 | 10 |
| 焊接原理 | 对焊 |
| 品牌 | 广州精源电子 |
| 型号 | je |
我公司广州市精源电子设备有限公司专业从事焊接设备的研发、生产及销售。公司成立于2006年,坐落在广州市高新技术产业园,由留学回国的电阻焊专家、华南理工大学曹教授一手创办,公司由多位教授、博士组成的研发团队提供技术支持,拥有多项技术专利,取得了国家高新技术企业认证,多项高新技术产品认证。
我公司产品主要包含:电阻焊机电源、逆变直流精密点焊机、脉冲热压焊机、缝焊机、微弧焊机等焊接设备,广泛应用于电子行业、照明行业、汽车电池行业、机械五金行业等;公司的主打产品:点焊机电源致力于为广大自动化厂商做配套服务。
电阻焊工艺简介:
焊件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法称为电阻焊。电阻焊具有生产效率高、低成本、节省材料、易于自动化等特点,因此广泛应用于航空、航天、能源、电子、汽车、轻工等各工业部门,是重要的焊接工艺之一。
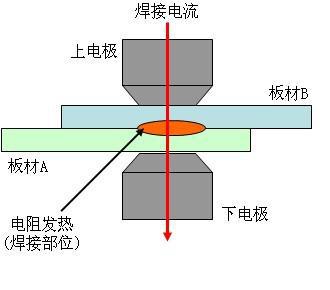
电阻焊工艺原理示意图
配置逆变直流点焊机,焊接出来焊点饱满,无毛刺,无飞溅。是焊接铜片、铜箔的不二选择设备。
目前市场上的电阻点焊机大概可以分三种类型:储能点焊机、工频交流点焊机、逆变直流点焊机。
储能点焊机和交流点焊机属于传统点焊机,近几年经过技术的不断更新创新,逆变直流点焊机渐渐取代了传统点焊机的位置,在设备稳定性和控制精准度方面,逆变直流点焊机的性能要大大领先。我公司的电阻点焊机属于逆变直流点焊机。
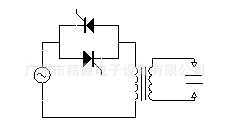
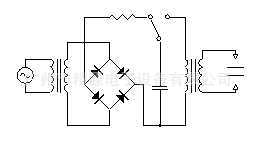
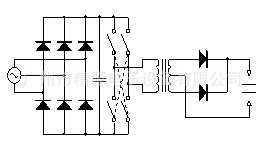
(1)交流焊机主电图 (2)储能焊机主电图 (3)逆变直流焊机主电图
工频交流电源:电流脉动,半波之间存在冷却间隔,时间调节分辨率20ms(最小10ms),反馈速度慢(10ms)。
电容贮能电源:脉冲电流放电,时间不可调,焊接过程中不能反馈补偿。
逆变直流电源:电流呈脉动直流,电流平稳,时间调节分辨率提高,反馈速度快。
逆变直流点焊机特点:
1、电流直流输出,焊接电流为脉动直流(且波纹度小);逆变频率4KHZ或8KHZ,通电时间控制周期为0.125ms或0.25ms,焊接时间可任意控制;
2、可采取恒电压、恒功率、恒电流、定脉宽模式控制;
3、具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能;可极大减少产品焊接不良率。
4、三段加热设定,带电流缓升缓降功能,可有效解决“飞溅”,更加保证了焊接的稳定性。电极寿命能有效延长。
点焊机设备图片:
焊接电源参数:
| 型号 | 输入电压(V) | 额定功率(kVA) | 最大输出电流(DCA) | 控制模式 | 负载持续率(%) | 逆变频率(kHz) |
| JYD-03L | 220V | 10 | 3000 | 恒电流/恒功率/恒电压/定脉宽 | 20 | 1 |
| 焊接循环时段 | 焊接脉冲数 | 电流缓升缓降控制 | 存储焊接规范数 | 外形尺寸(mm)(L*B*H) | 重量(kg) | |
| 11 | 3 | 有 | 20组 | 360*260*345 | 20 |
样品焊接实例:
工件样品免费焊接 :
广州精源电子设备有限公司在工厂内备有多种功率的精密逆变点焊机(碰焊机)、热压焊机、缝焊机,并且有几百种适合不同产品的夹具(还可根据产品设计夹具),无论贵司有任何产品存在焊接难点问题,都诚恳的欢迎您来我司(或将工件寄到我司)焊接打样,我们工程师30年的“电阻焊研究”和对焊接工艺的深度理解,完全有可能助你找到最佳的焊接解决方案。
质量保证和售后服务:我们因为专注,所以专业